In recent years, the adoption of biological, chemical and membrane-based processing technologies has transformed the global water treatment industry. In addition to adopting established conventional water treatment technologies, in order to address the toughest wastewater challenges, Parkway is commercialising a portfolio of next-generation technologies.
 |
RESEARCH & DEVELOPMENTSince 2010, Parkway has invested in excess of $10 million on cutting-edge research, development and commercialisation related activities to advance a range of technologies with applications in the water sector. In addition to our own R&D activities, we partner with our clients and collaborate with leading researchers. READ MORE |
|
STRATEGIC R&D PARTNER (VU - ISILC)
Victoria University - Institute for Sustainable Industries & Liveable Cities (ISILC) Parkway has an established R&D partnership and has been collaborating with Victoria University since 2015. Together, Parkway and Victoria University have been successfully awarded a number of prestigious Australian Research Council (ARC) and other R&D related grants and awards. Parkway has co-located staff at Victoria University, supports a number of researchers including a PhD student sponsored by the company, and maintains facilities including an R&D office at Victoria University’s Werribee campus, in Victoria, Australia. ARC HUB PARTICIPATION (EESep)
Australian Research Council Research Hub for Energy-Efficient Separation (ARC-EESep) Activated Water Technologies (AWT), a wholly owned subsidiary of Parkway, is a founding member of the ARC-EESep research hub. It consists of a world-class team incorporating 8 leading Australian universities, 3 international universities and 20 leading industry partners. The primary aim of the research hub is to develop more energy-efficient, cost-competitive and environmentally sustainable separation technologies.It is directed by an experienced industry advisory panel. The managing director of Parkway, Bahay Ozcakmak, serves on the industry advisory panel. INHOUSE R&D
In addition to established collaborations with industry and academia, Parkway has successfully developed an internal innovation culture, where inhouse technicians, engineers and process experts collaborate, to develop smarter ways to solve difficult water treatment related challenges. |
|
aMES® TECHNOLOGYThe activated Minerals Extraction System, or aMES® is an innovative process technology that enables the treatment of concentrated aqueous solutions to recover a range of valuable minerals, reagents and fresh water. The technology has applications in the desalination, energy, mining and other industrial sectors. READ MORE |
 |
|
ADVANTAGES
The aMES® technology incorporates several innovations into an integrated process delivering significant advantages over conventional technologies. The ability of the aMES® technology to dewater (remove water from) extremely concentrated (TDS >150 g/L) solutions including brines, and concurrently recover fractionated products, is highly desirable.
The aMES® process utilises a range of processing steps involving dewatering and crystallisation in a variety of proprietary flowsheets, in order to produce a range of valuable products. Mineral extraction is facilitated by systematically concentrating minerals in brines through a proprietary multi-staged process incorporating the innovative use of membranes.
Advantages of the aMES® technology include:
APPLICATIONS
The ability of the aMES® technology to dewater extremely concentrated solutions including brines, and concurrently recover fractionated products, is highly desirable in a range of applications including
KLPP CASE STUDY
In order to demonstrate the significant advantages of the aMES® technology in developing a brine-based mining operation, in late 2020, Parkway, with the support of study manager Worley, completed a pre-feasibility study focused on the Karinga Lakes Potash Project (KLPP).
The KLPP is located approximately 230 km to the southwest of Alice Springs in the Northern Territory, Australia. The production of various salt products from the brine resources in the vicinity of the KLPP was proposed as early as the late 1980’s. More recently, the KLPP project operator (Verdant Minerals) published a scoping study in 2014, which was followed by a more recent scoping study in early 2019, based on a more innovative process route, incorporating the aMES® technology. In contrast to prior studies, the aMES® based process route, provided sufficient encouragement for the project operator and Parkway to commence a pre-feasibility study (KLPP-PFS) in May 2020. Parkway assembled an integrated project team, led by study manager Worley, supported by leading industry consultants and a range of key equipment vendors. The KLPP-PFS was completed in Nov 2020 and concluded that based on the adoption of the aMES® technology, the KLPP represents an attractive opportunity to develop a specialised brine mining operation, to produce a high-quality, soluble grade, sulphate of potash (SOP) product, targeting key domestic markets, in Australia.
Parkway owns a 15% interest in the KLPP and expects this interest to increase to 40% imminently as a result of completing the KLPP-PFS. Parkway also holds a conditional option to increase this interest to 50.1%, under certain circumstance.
KLPP - IntroductionThe Karinga Lakes Potash Project (KLPP)
Extensive Resource Appraisal Status The potash brine investigations including those utilised for the purposes of resource appraisal and reporting were based on data acquired over several years, including:
. KLPP – Development ConceptThe KLPP development concept involves the processing of naturally occurring hypersaline brines from a series of salt lakes at the KLPP, in order to produce 40,000 tonnes per annum (tpa) of high-purity sulphate of potash (SOP), over an initial mine life of 20 years. The development concept is divided into two broad areas of operation, upstream and downstream operations.
KLPP – Upstream OperationsThe upstream operations at the KLPP consist of the following key stages: 1 - Brine Harvest – extraction of raw brine from trenches and pumping to evaporation ponds. 2 - Brine Concentration – the raw brine is concentrated, through a i) pre-concentration pond, then pumped to, ii) a Halite crystallisation pond, where waste sodium salts are precipitated, and then pumped to the, iii) final potassium salts crystallisation pond, where the potassium enriched mixed salts are harvested. 3 - Salt Stockpile - the harvested potassium enriched mixed salts, are then transported a short distance to a stockpile, near the processing plant, ready for processing in the SOP processing plant. 4 - Process Plant – the aMES® based process plant, then processes the potassium enriched mixed salts, to produce SOP, which is then packaged on-site. 5 - Site Logistics – packaged SOP is then transported to key domestic markets, via the proposed access road leading to the Lasseter Highway to the north of the project area. KLPP – Downstream OperationsThe downstream operations at the KLPP consist of the following key stages: 1 - Salt Stockpile – the downstream operations in the processing plant, commence with the potassium enriched mixed salts, harvested from the evaporation ponds, during upstream operations. 2 - Salt Preparation – the potassium enriched mixed salts are screened and milled, to ensure adequate dissolution of potassium minerals. 3 - Salt Extraction – the milled salts are dissolved in warm water, ensuring the transfer of potassium and sulphates from the mixed salts, into the warm leach solution, to form a concentrated brine. 4 - Core aMES® Plant – the concentrated brine from the salt extraction step, is processed through a proprietary aMES® based flowsheet, in order to:
5 - Produce intermediate products:
6 - SOP Synthesis - as a result of reacting the Sylvite and Leonite intermediate products, with the addition of recovered process water. 7 - SOP Logistics – the drying, packaging, storage and dispatch of the produced SOP product.
KLPP – Pre-Feasibility Study (KLPP-PFS)A number of significant advantages of the proposed KLPP-PFS development concept have been established through the KLPP-PFS, including:

Additional Information Regarding the KLPP-PFSAdditional Information regarding the KLPP-PFS is outlined in the following documents: Sulphate of Potash Resource and Production Plan (KLPP-SOPRPP)
Karinga Lakes Potash Project - Pre-Feasibility Study (KLPP-PFS)
Parkway ASX Announcement (5 Nov 2020), incorporating the KLPP-SORPP and the KLPP-PFS.
ADDITIONAL INFORMATION
Additional information regarding the aMES® technology and related water treatment solutions, is outlined in the Parkway Process Technologies, Next-Generation Technologies brochure.
For additional information, or to discuss how we can provide you with the most suitable technology-based solution to address your water treatment challenges, we invite you to reach out and speak to a Parkway water treatment specialist, today.
Contact Us General Enquiries 1300 7275929 (PARKWAY) |
|





 |
iBC® TECHNOLOGYThe integrated Brine Causticisation, or iBC® is an innovative process technology that removes common impurities from waste brine streams enabling further processing. The purified brine stream is subsequently treated in an integrated process, resulting in the production of various salt products and industrial-grade sodium hydroxide. READ MORE |
|
ADVANTAGES
The iBC® technology incorporates several novel innovations into an integrated process delivering significant advantages over conventional technologies.
Advantages of the iBC® technology include:
APPLICATIONS
The ability of the iBC® technology to convert problematic carbonates and bicarbonates in brines, and concurrently recover products, is highly desirable in a range of applications including
ADDITIONAL INFORMATION
Additional information regarding the iBC® technology and related water treatment solutions, is outlined in the Parkway Process Technologies, Next-Generation Technologies brochure.
For additional information, or to discuss how we can provide you with the most suitable technology-based solution to address your water treatment challenges, we invite you to reach out and speak to a Parkway water treatment specialist, today.
Contact Us General Enquiries 1300 7275929 (PARKWAY) |
|
LEACHATE & PFAS SOLUTIONSLeachate generated from municipal landfills is presenting an increasing challenge for operators, particularly when contaminated with PFAS and related contaminants. Through a portfolio conventional and proprietary technologies, Parkway is able to deliver an effective leachate treatment solution. READ MORE |
 |
|
ADVANTAGES
Advantages of our Leachate & PFAS solutions include
APPLICATIONS
The ability of our Leachate & PFAS solutions to be customised for a given feedstock, enables our solutions to be applied to wide range of liquid waste streams including
ADDITIONAL INFORMATION
Additional information regarding Parkway’s Leachate & PFAS technologies and related water treatment solutions, is outlined in the Parkway Process Technologies, Next-Generation Technologies brochure.
For additional information, or to discuss how we can provide you with the most suitable technology-based solution to address your water treatment challenges, we invite you to reach out and speak to a Parkway water treatment specialist, today.
Contact Us General Enquiries 1300 7275929 (PARKWAY) |
|
 |
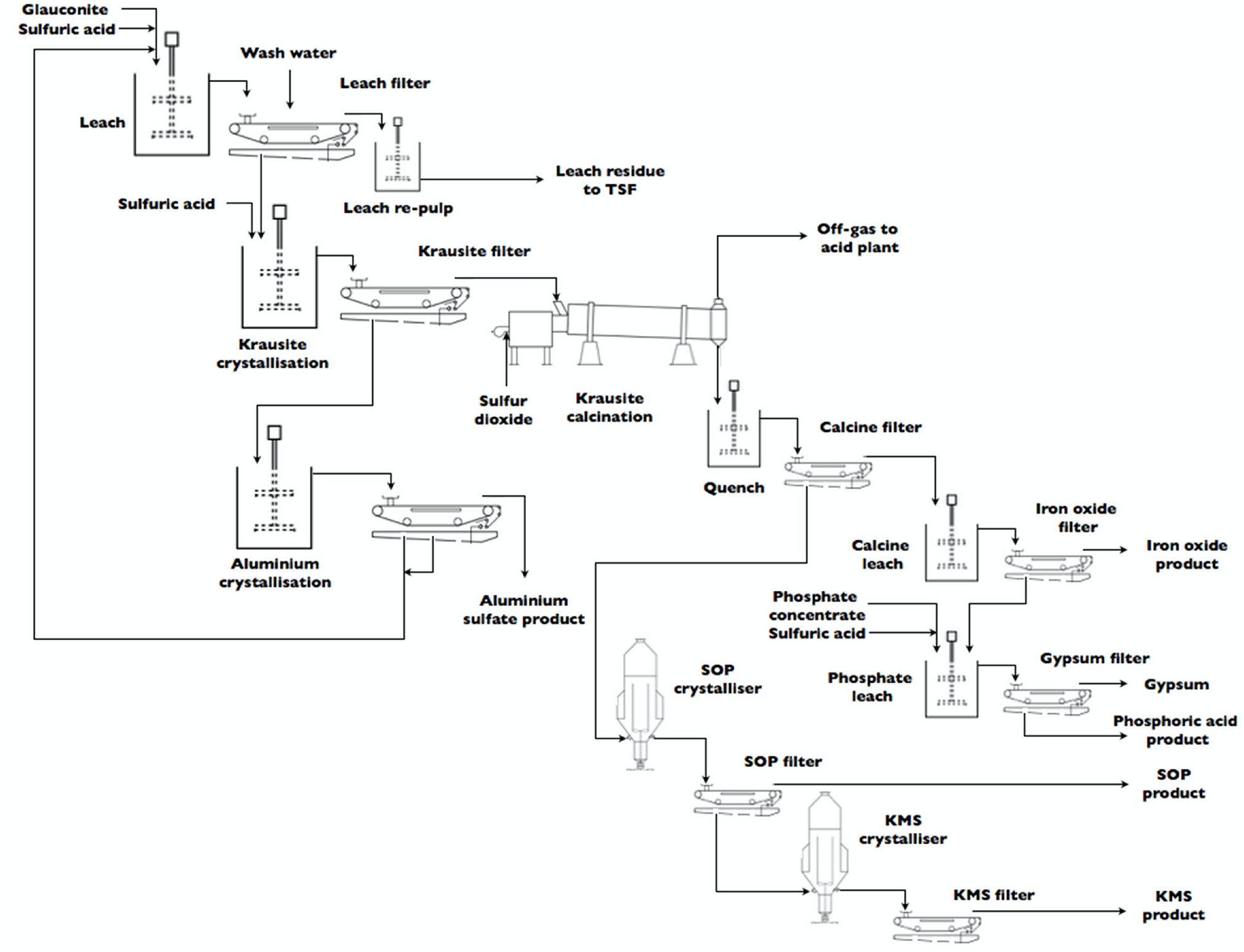
K-Max®The K-Max® technology is a hydrometallurgical process for treating glauconite and other micaceous minerals in order to extract valuable products, including potash. The technology is also suitable for producing potassium sulphate (SOP), potassium magnesium sulphate (KMS), phosphoric acid, iron oxide and aluminum sulphate. READ MORE |
|
ADVANTAGES
Advantages of K-Max® technology include
APPLICATIONS
The K-Max® technology enables the production of a range of products from unconventional minerals, mainly micaceous minerals including
Several years ago, Parkway performed several studies to evaluate the potential of constructing a K-Max® plant in the Dandaragan Trough, in Western Australia. The proposed K-Max® flowsheet involved the leaching of recovered glauconite with sulphuric acid and the subsequent processing in order to produce a sulphate of potash (SOP) and potassium magnesium sulphate (KMS) product. TECHNICAL INFORMATION
Additional information regarding the K-MAX® technology and related process solutions, is outlined in the Parkway Process Technologies, Next-Generation Technologies brochure.
For additional information, or to discuss how we can provide you with the most suitable technology-based solution to address your water treatment challenges, we invite you to reach out and speak to a Parkway water treatment specialist, today.
Contact Us General Enquiries 1300 7275929 (PARKWAY) |
|